
1.使用電錘時(shí)必須限位,限位尺寸為60MM,避免打穿屋面;
2.施工安全:進(jìn)入施工現(xiàn)場必須戴安全帽;高空作業(yè)必須要有安全措施;對電動(dòng)工具(切割機(jī)、臺(tái)鉆等)要經(jīng)常檢查,專人使用;
3.現(xiàn)場庫房必須24小時(shí)留人,禁止生火做飯;
4.對材料的使用要綜合考慮,提高利用率,防止材料被盜或損壞,把材料損耗控制到(定額損耗以內(nèi));
5.同種戶型的安裝必須一致(以樣板房為準(zhǔn)),包括設(shè)備、供回水管走向及管徑、凝結(jié)水管走向及管徑等的安裝位置及方式要基本一致;
6.確認(rèn)后的工程進(jìn)度節(jié)點(diǎn)必須完成,否則按規(guī)定進(jìn)行處罰;
7.加強(qiáng)管理力度,嚴(yán)格按技術(shù)交底內(nèi)容及相關(guān)規(guī)范施工,質(zhì)量監(jiān)督及安全檢查要同步跟進(jìn),質(zhì)量事故及安全事故的發(fā)生。
JDG鍍鋅線管




同時(shí),鋅與鐵可形成金屬間脆性化合物,這些脆性相使焊縫金屬塑性降低,在拉應(yīng)力作用下而產(chǎn)生裂紋。
如果焊接角焊縫,尤其是T形接頭的角焊縫產(chǎn)生穿透裂紋。鍍鋅鋼焊接時(shí),坡口表面及邊緣處的鋅層,在電弧熱作用下,產(chǎn)生氧化、熔化、蒸發(fā)以至揮發(fā)出白色和蒸汽,極易引起焊縫氣孔。
由于氧化而形成的ZnO,其熔點(diǎn)較高,約1800°C以上,若在焊接過程中參數(shù)偏小,將引起ZnO夾渣,同時(shí)。由于Zn成為脫氧劑。產(chǎn)生FeO-MnO或FeO-MnO-SiO2低熔點(diǎn)氧化物夾渣。其次,由于鋅的蒸發(fā),揮發(fā)出大量的白色,對人體有刺激、傷害作用,因此,必須把焊接處的鍍鋅層打磨處理掉。
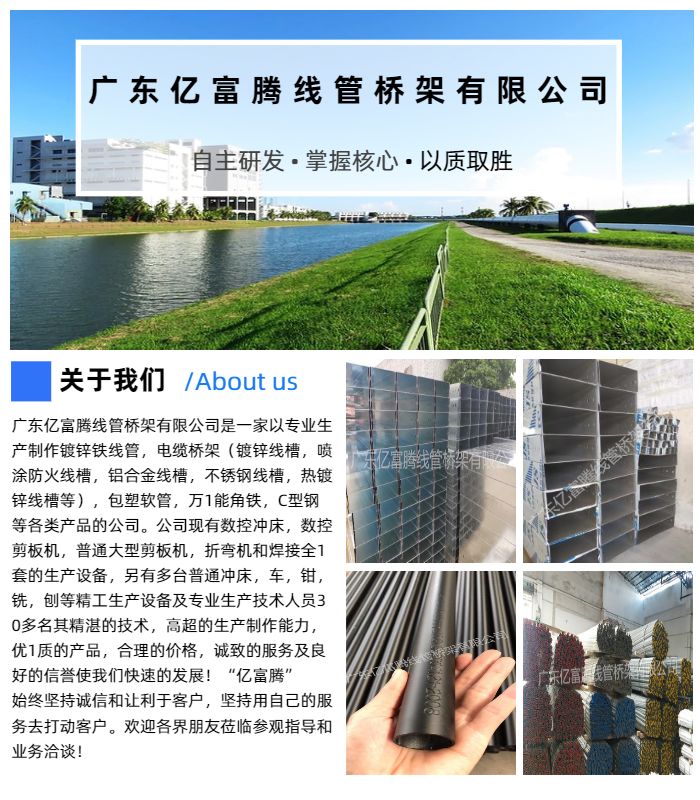
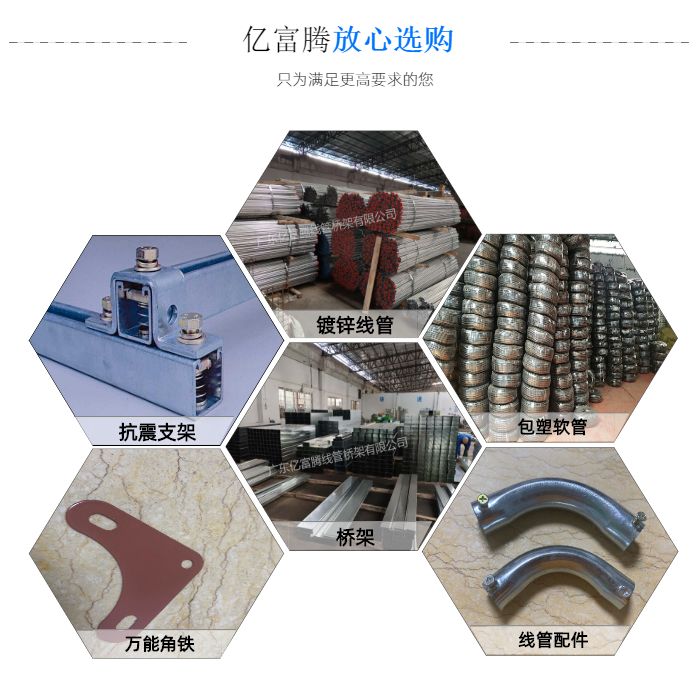
 廣東億富騰線管橋架有限公司是一家以生產(chǎn)制作鍍鋅鐵線管,電纜橋架(鍍鋅線槽,噴涂防火線槽,鋁合金線槽,不銹鋼線槽,熱鍍鋅線槽等),包塑軟管,萬1能角鐵,C型鋼等各類產(chǎn)品的公司。JDG鍍鋅線管服務(wù)熱線。
廣東億富騰線管橋架有限公司是一家以生產(chǎn)制作鍍鋅鐵線管,電纜橋架(鍍鋅線槽,噴涂防火線槽,鋁合金線槽,不銹鋼線槽,熱鍍鋅線槽等),包塑軟管,萬1能角鐵,C型鋼等各類產(chǎn)品的公司。JDG鍍鋅線管服務(wù)熱線。5、鋪設(shè)在鋼筋混凝土及板樓內(nèi)的管路;緊貼鋼筋內(nèi)側(cè)與鋼筋綁扎固定;直線鋪設(shè)時(shí);固間距不大于1米。
6、隔墻內(nèi)(如石膏板)敷設(shè)時(shí),固間距不大于1米,在端部150-300mm處,增加固。
7、管路連接時(shí),兩側(cè)連接的管口平整、光滑,刺、無變形,管材插入連接套管接觸緊密。
8、套接緊定式鋼導(dǎo)管,管路進(jìn)入落地式箱柜時(shí)整齊、順直,采用接頭固定,管口高出控制柜基礎(chǔ)面50-80mm。
9、管路鋪設(shè)完畢后,管路固定牢固后,將管端頭封堵。
注意事項(xiàng)
1、施工前按照施工圖復(fù)核設(shè)備安裝位置,確認(rèn)線管敷設(shè)方式和路由。
JDG鍍鋅線管


 在線客服
在線客服 13302931408
13302931408 1058553806@qq.com
1058553806@qq.com


